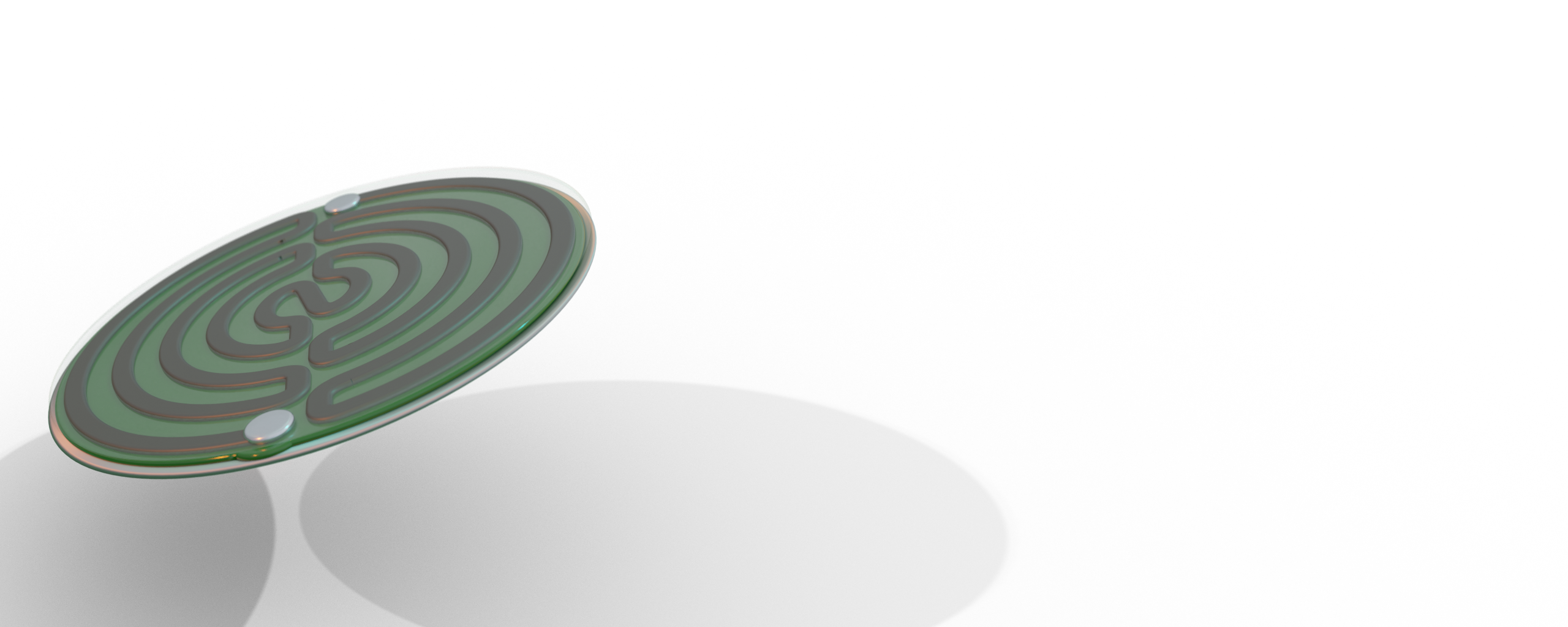
Track Gradients
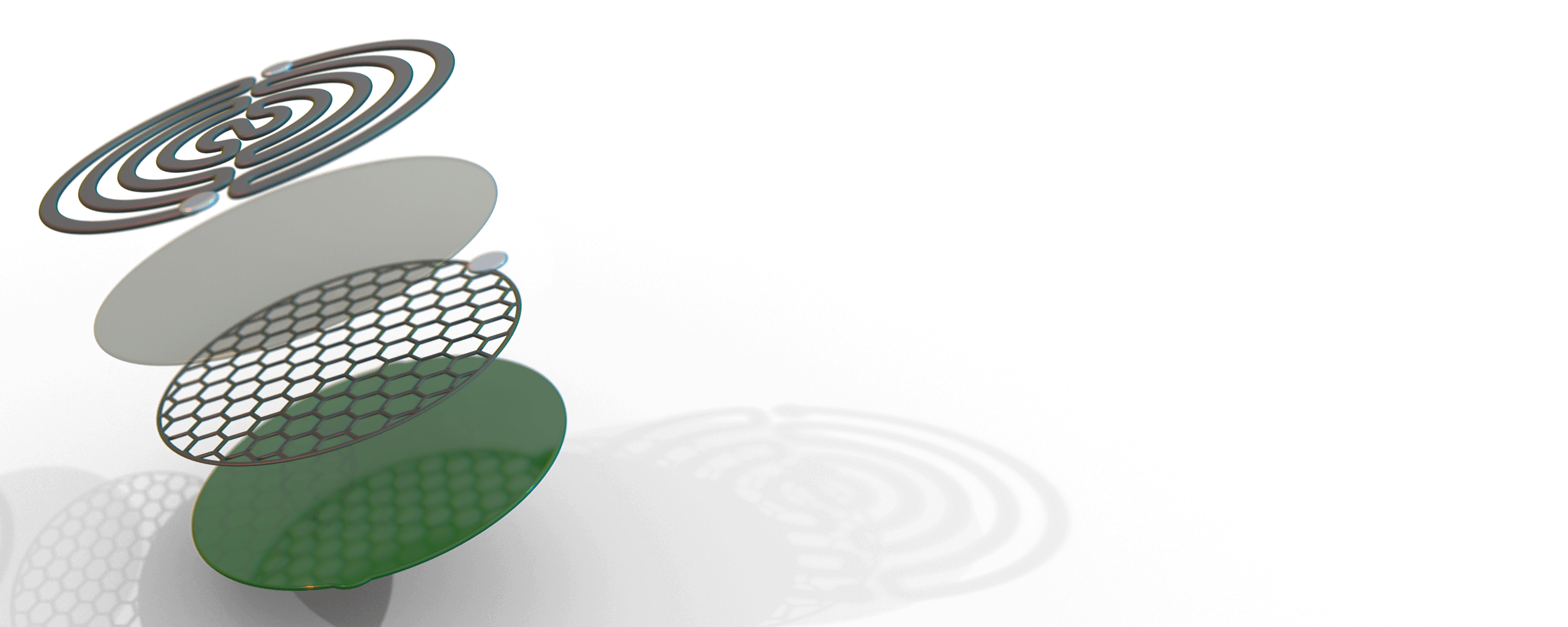
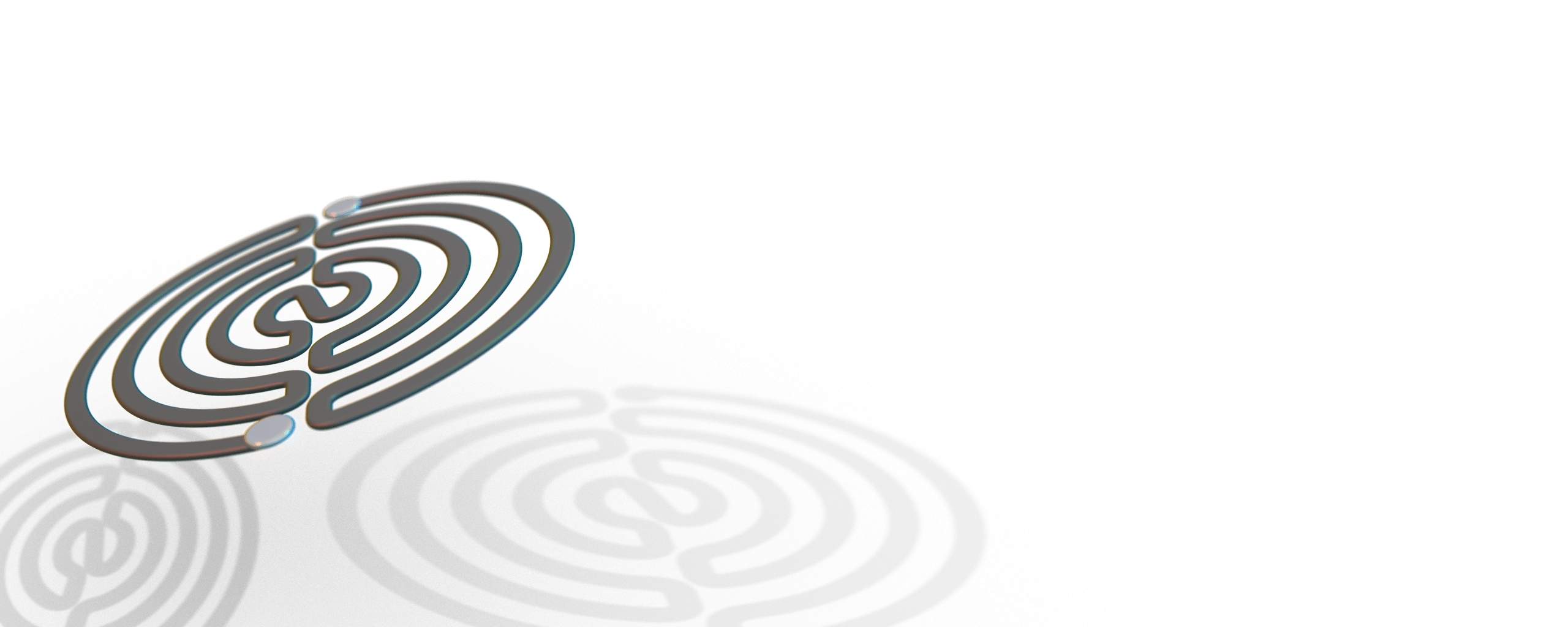
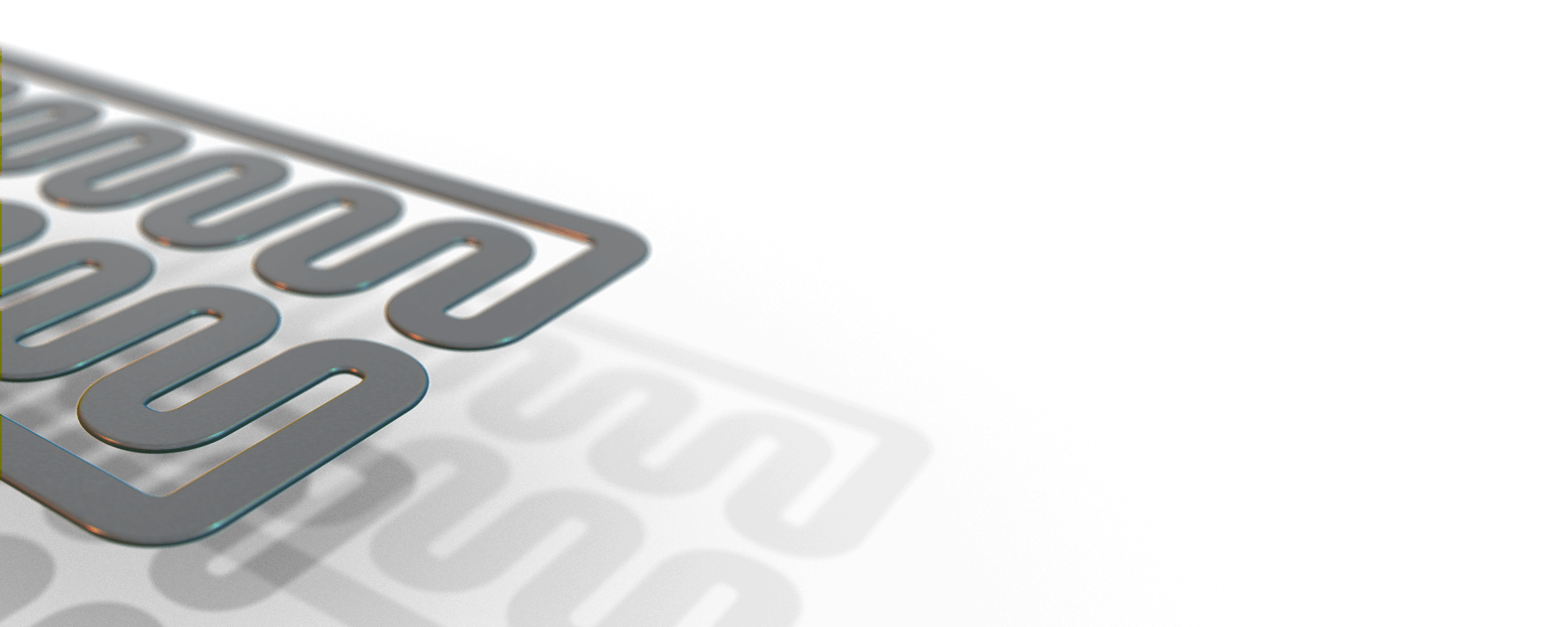
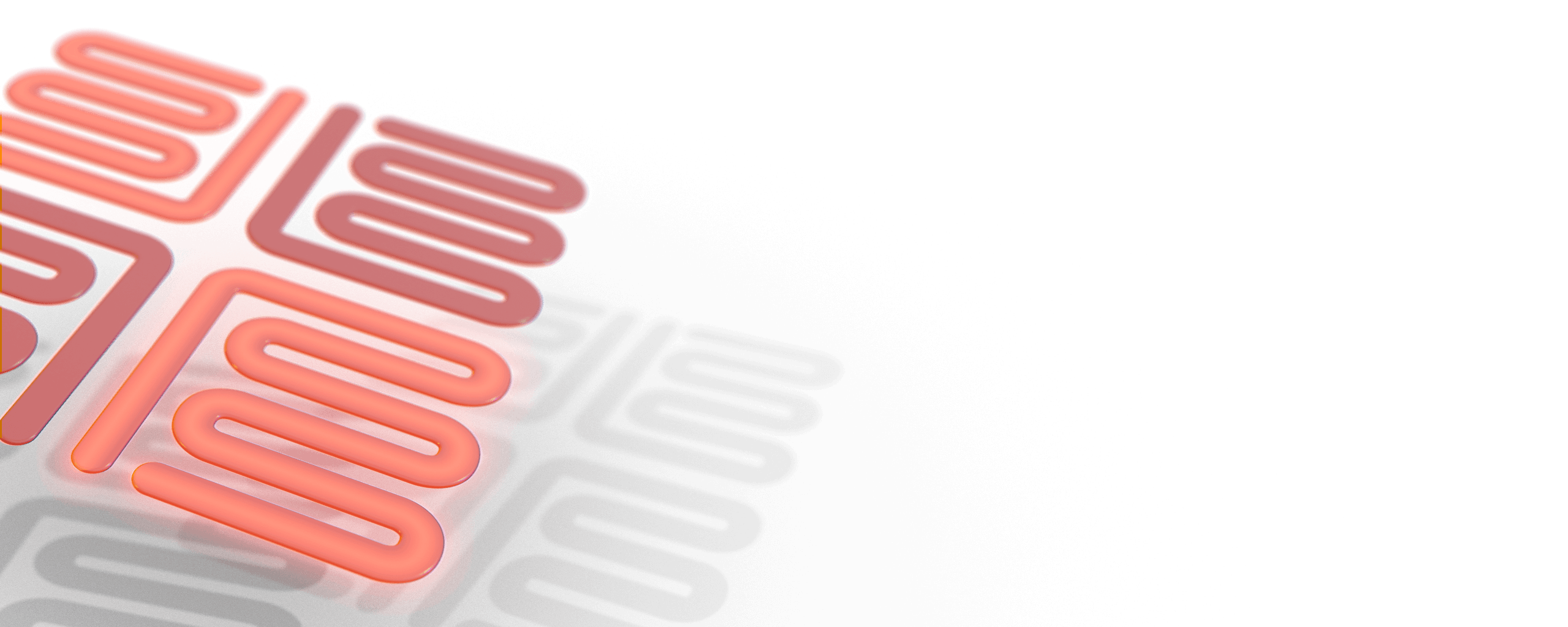
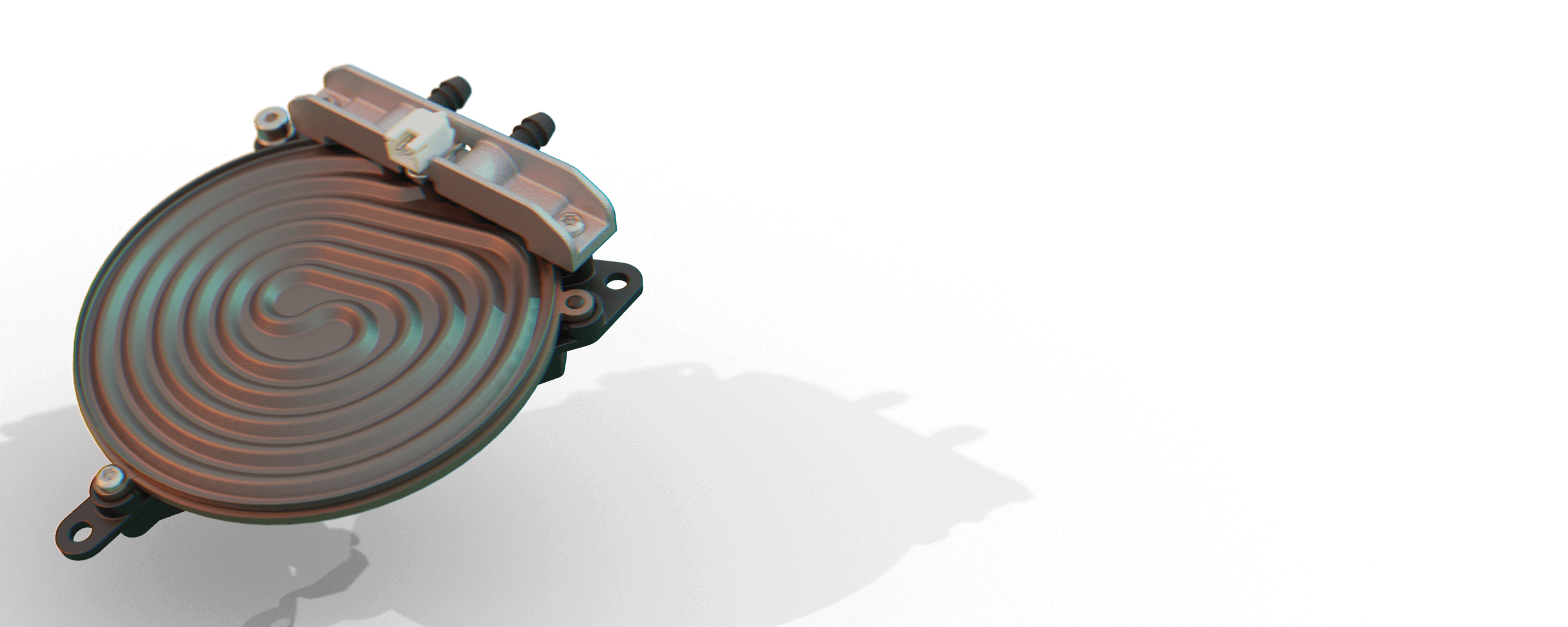
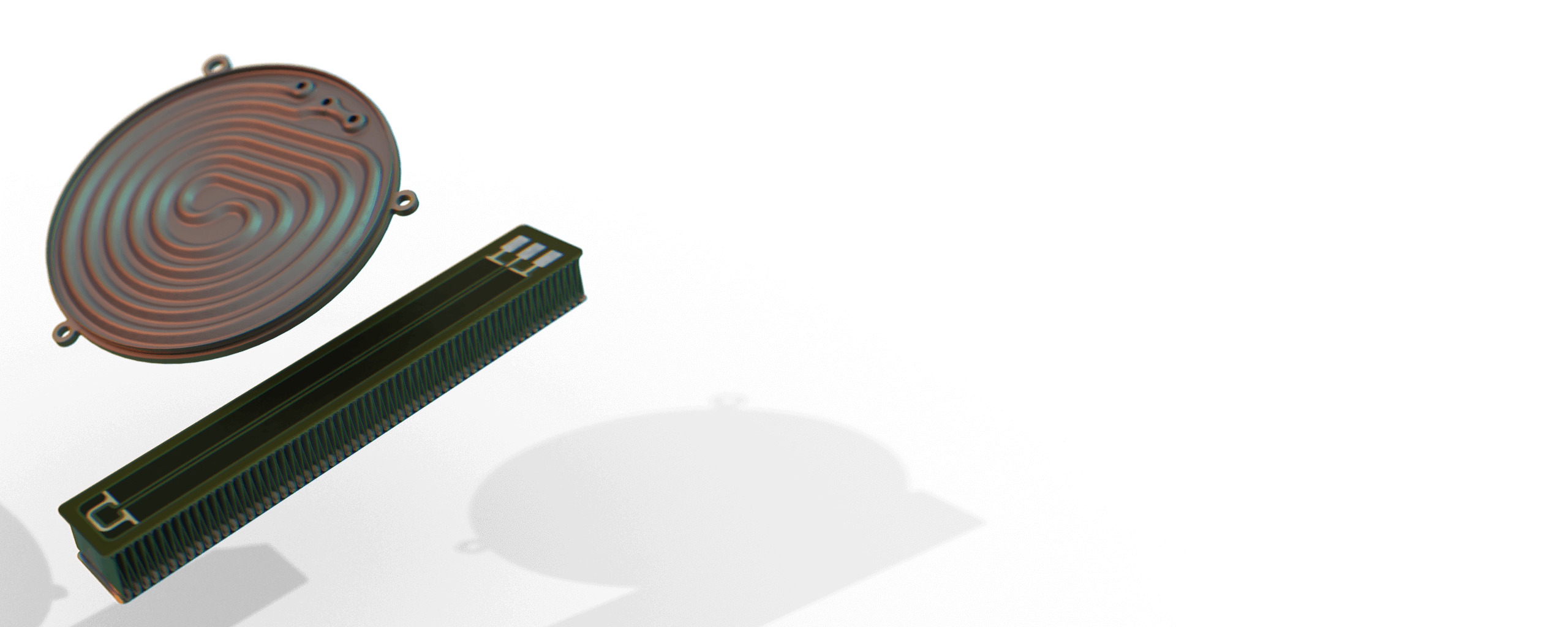
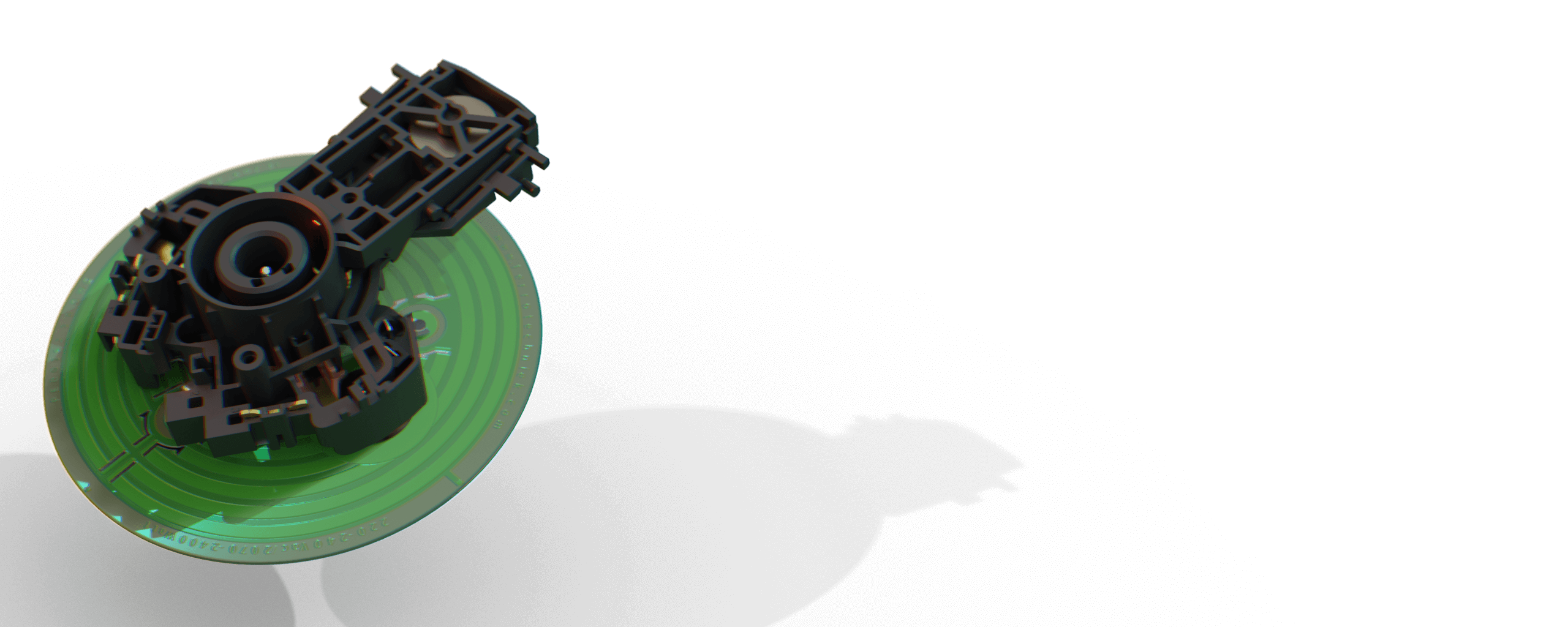
The power density across the area of the heating element can be designed, to put more energy into some areas than others. This is useful when trying to optimise energy transfer from the heater into another material (eg food) as fast as possible, without burning it.
To do this we can work with the track material, the width of a track, and the spacing of the tracks. Narrower tracks, close together = hotter